ייַזנוואַרגסטאַמפּינגשטאַרבןניצט פאַרשידן מעטאַל און ניט-מעטאַל מאַטעריאַלס, וואָס זענען דער הויפּט טשאַד שטאָל, צומיש שטאָל, געשטאַלט אייַזן, געשטאַלט שטאָל, שווער צומיש, נידעריק מעלטינג פונט צומיש, צינק-באזירט צומיש, אַלומינום בראָנדז, אאז"ו ו.
דער מאַטעריאַל פֿאַר מאַנופאַקטורינג ייַזנוואַרג סטאַמפּינג דייז ריקווייערז הויך כאַרדנאַס, הויך שטאַרקייַט, הויך טראָגן קעגנשטעל, צונעמען טאַפנאַס, הויך כאַרדנאַס און היץ באַהאַנדלונג אָן דיפאָרמיישאַן (אָדער ווייניקער דיפאָרמיישאַן) און קווענטשינג איז נישט גרינג צו פּלאַצן און אנדערע פּראָפּערטיעס.
גלייַך סעלעקציע פון ייַזנוואַרג סטאַמפּינג שטאַרבן מאַטעריאַלס און די ימפּלאַמענטיישאַן פון די ריכטיק היץ באַהאַנדלונג פּראָצעס איז דער שליסל צו ענשור די לעבן פון די שטאַרבן.פֿאַר דייז מיט פאַרשידענע אַפּלאַקיישאַנז, עס זאָל זיין קאַנסידערד לויט צו זיין אַרבעט צושטאַנד, דרוק טנאָים און פאָרשטעלונג פון די פּראַסעסט מאַטעריאַל, פּראָדוקציע באַנד און פּראָודאַקטיוויטי, אאז"ו ו ברירה פון שטאָל און היץ באַהאַנדלונג פּראָצעס.
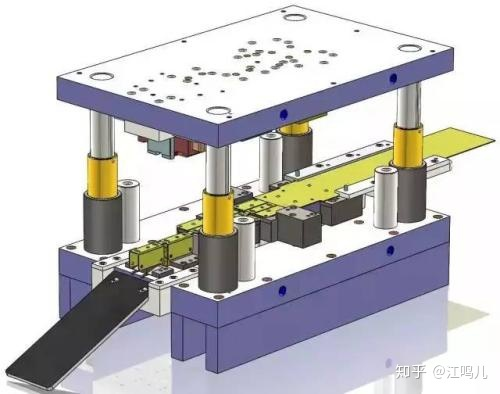
ווען די פּראָדוקציע פּעקל פון רייַך און גאַנץסטאַמפּינג טיילןאיז גרויס, די מאַטעריאַלס פון די ארבעטן טיילן פון די שטאַרבן פֿאַר ייַזנוואַרג סטאַמפּינג טיילן, אַזאַ ווי די קאַנוועקס שטאַרבן און קאָנקאַווע שטאַרבן, זאָל זיין אויסגעקליבן פון די שטאַרבן שטאָל מיט הויך קוואַליטעט און גוט טראָגן קעגנשטעל.פֿאַר די מאַטעריאַלס פון טיילן פון אנדערע פּראָצעס סטרוקטור טיילן און אַגזיליערי סטרוקטור טיילן פון די שטאַרבן, זיי זאָל אויך זיין ימפּרוווד אַקאָרדינגלי.ווען די פּעקל איז נישט גרויס, די פאָדערונג פון מאַטעריאַל פאָרשטעלונג זאָל זיין רילאַקסט אַפּראָופּרייטלי צו רעדוצירן די פּרייַז.
ווען דער מאַטעריאַל צו זיין געדריקט און פּראַסעסט איז שווער אָדער די דיפאָרמיישאַן קעגנשטעל איז גרויס, די קאַנוועקס און קאָנקאַווע שטאַרבן פון דיפּאַנטשינג שטאַרבןזאָל זיין געמאכט פון מאַטעריאַלס מיט גוט טראָגן קעגנשטעל און הויך שטאַרקייַט.ווען צייכענונג טיף ומבאַפלעקט שטאָל, אַלומינום בראָנדז קאָנקאַווע שטאַרבן קענען זיין געוויינט ווייַל עס האט בעסער אַנטי-קלעפּיק פאַרמאָג.דער פירער זייַל פירן קוסט ריקווייערז טראָגן קעגנשטעל און גוט טאַפנאַס, אַזוי מער נידעריק טשאַד שטאָל ייבערפלאַך קאַרבוריזאַטיאָן קווענטשינג.
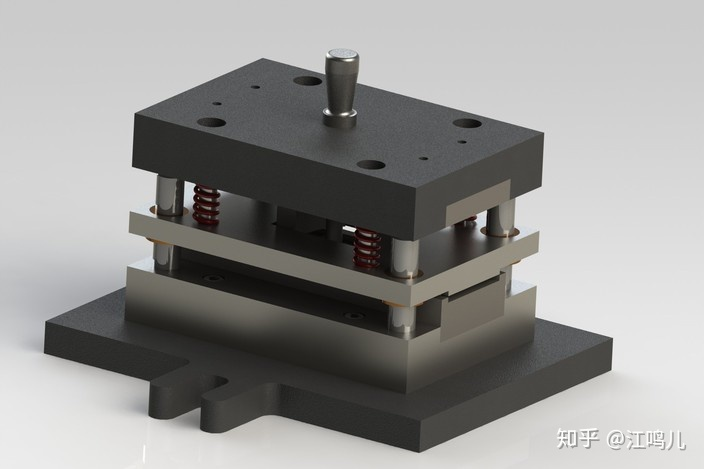
פֿאַר פאַרפעסטיקט טעלער און אָפּזאָגן טעלער טיפּ פּאַרץ, זיי זאָל ניט בלויז האָבן גענוג שטאַרקייט, אָבער אויך דאַרפן קליין דיפאָרמיישאַן בעשאַס די אַרבעט פּראָצעס.אין דערצו, איר קענען אויך נוצן קאַלט באַהאַנדלונג און טיף קאַלט באַהאַנדלונג, וואַקוום באַהאַנדלונג און ייבערפלאַך פֿאַרשטאַרקונג מעטהאָדס צו פֿאַרבעסערן די פאָרשטעלונג פון פורעם טיילן.פֿאַר קאַנוועקס, קאַנקאַווע שטאַרבן ארבעטן טנאָים נעבעך קאַלט יקסטרוזשאַן שטאַרבן, זאָל זיין אויסגעקליבן מיט גענוג כאַרדנאַס, שטאַרקייַט, טאַפנאַס, טראָגן קעגנשטעל און אנדערע פולשטענדיק מעטשאַניקאַל פּראָפּערטיעס פון גוט שטאַרבן שטאָל, בשעת זאָל האָבן אַ זיכער רויט כאַרדנאַס און טערמאַל מידקייַט שטאַרקייַט, אאז"ו ו.
פּאָסטן צייט: יאנואר 10-2023