ਹਾਰਡਵੇਅਰਮੋਹਰ ਲਗਾਉਣਾਮਰਨਾਵੱਖ-ਵੱਖ ਧਾਤ ਅਤੇ ਗੈਰ-ਧਾਤੂ ਪਦਾਰਥਾਂ ਦੀ ਵਰਤੋਂ ਕਰਦਾ ਹੈ, ਜੋ ਕਿ ਮੁੱਖ ਤੌਰ 'ਤੇ ਕਾਰਬਨ ਸਟੀਲ, ਅਲਾਏ ਸਟੀਲ, ਕਾਸਟ ਆਇਰਨ, ਕਾਸਟ ਸਟੀਲ, ਹਾਰਡ ਅਲਾਏ, ਘੱਟ ਪਿਘਲਣ ਵਾਲੀ ਮਿਸ਼ਰਤ ਮਿਸ਼ਰਤ, ਜ਼ਿੰਕ-ਅਧਾਰਿਤ ਮਿਸ਼ਰਤ, ਅਲਮੀਨੀਅਮ ਕਾਂਸੀ, ਆਦਿ ਹਨ।
ਮੈਨੂਫੈਕਚਰਿੰਗ ਹਾਰਡਵੇਅਰ ਸਟੈਂਪਿੰਗ ਡਾਈਜ਼ ਲਈ ਸਮੱਗਰੀ ਨੂੰ ਉੱਚ ਕਠੋਰਤਾ, ਉੱਚ ਤਾਕਤ, ਉੱਚ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ, ਢੁਕਵੀਂ ਕਠੋਰਤਾ, ਉੱਚ ਕਠੋਰਤਾ ਅਤੇ ਵਿਗਾੜ (ਜਾਂ ਘੱਟ ਵਿਗਾੜ) ਤੋਂ ਬਿਨਾਂ ਗਰਮੀ ਦੇ ਇਲਾਜ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ ਅਤੇ ਬੁਝਾਉਣਾ ਆਸਾਨ ਨਹੀਂ ਹੁੰਦਾ ਹੈ ਅਤੇ ਹੋਰ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ.
ਹਾਰਡਵੇਅਰ ਸਟੈਂਪਿੰਗ ਡਾਈ ਸਮੱਗਰੀ ਦੀ ਵਾਜਬ ਚੋਣ ਅਤੇ ਸਹੀ ਹੀਟ ਟ੍ਰੀਟਮੈਂਟ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਲਾਗੂ ਕਰਨਾ ਡਾਈ ਦੇ ਜੀਵਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਦੀ ਕੁੰਜੀ ਹੈ।ਵੱਖ-ਵੱਖ ਐਪਲੀਕੇਸ਼ਨਾਂ ਦੇ ਨਾਲ ਮਰਨ ਵਾਲਿਆਂ ਲਈ, ਇਸ ਨੂੰ ਇਸਦੀ ਕੰਮ ਕਰਨ ਦੀ ਸਥਿਤੀ, ਤਣਾਅ ਦੀਆਂ ਸਥਿਤੀਆਂ ਅਤੇ ਪ੍ਰੋਸੈਸਡ ਸਮੱਗਰੀ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ, ਉਤਪਾਦਨ ਦੀ ਮਾਤਰਾ ਅਤੇ ਉਤਪਾਦਕਤਾ, ਆਦਿ ਦੇ ਅਨੁਸਾਰ ਵਿਚਾਰਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਉੱਪਰ ਦੱਸੇ ਪ੍ਰਦਰਸ਼ਨ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ 'ਤੇ ਧਿਆਨ ਕੇਂਦਰਤ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਫਿਰ ਅਨੁਸਾਰੀ ਬਣਾਉਣਾ ਚਾਹੀਦਾ ਹੈ. ਸਟੀਲ ਅਤੇ ਗਰਮੀ ਦੇ ਇਲਾਜ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੀ ਚੋਣ.
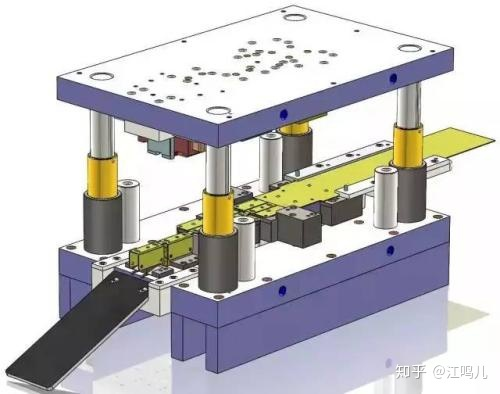
ਜਦੋਂ ਅਮੀਰ ਅਤੇ ਸੰਪੂਰਨ ਦਾ ਉਤਪਾਦਨ ਬੈਚਮੋਹਰ ਲਗਾਉਣ ਵਾਲੇ ਹਿੱਸੇਵੱਡੀ ਹੈ, ਹਾਰਡਵੇਅਰ ਸਟੈਂਪਿੰਗ ਪੁਰਜ਼ਿਆਂ ਲਈ ਡਾਈ ਦੇ ਕੰਮ ਕਰਨ ਵਾਲੇ ਹਿੱਸਿਆਂ ਦੀ ਸਮੱਗਰੀ, ਜਿਵੇਂ ਕਿ ਕਨਵੈਕਸ ਡਾਈ ਅਤੇ ਕੋਨਕੇਵ ਡਾਈ, ਨੂੰ ਉੱਚ ਗੁਣਵੱਤਾ ਅਤੇ ਵਧੀਆ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਵਾਲੇ ਡਾਈ ਸਟੀਲ ਤੋਂ ਚੁਣਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।ਹੋਰ ਪ੍ਰਕਿਰਿਆ ਦੇ ਢਾਂਚੇ ਦੇ ਹਿੱਸਿਆਂ ਅਤੇ ਡਾਈ ਦੇ ਸਹਾਇਕ ਢਾਂਚੇ ਦੇ ਹਿੱਸਿਆਂ ਦੀ ਸਮੱਗਰੀ ਲਈ, ਉਹਨਾਂ ਨੂੰ ਵੀ ਇਸ ਅਨੁਸਾਰ ਸੁਧਾਰਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ.ਜਦੋਂ ਬੈਚ ਵੱਡਾ ਨਹੀਂ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਲਾਗਤ ਨੂੰ ਘਟਾਉਣ ਲਈ ਸਮੱਗਰੀ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਦੀ ਲੋੜ ਨੂੰ ਢੁਕਵੇਂ ਢੰਗ ਨਾਲ ਢਿੱਲ ਦਿੱਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ.
ਜਦੋਂ ਦਬਾਉਣ ਅਤੇ ਪ੍ਰਕਿਰਿਆ ਕਰਨ ਵਾਲੀ ਸਮੱਗਰੀ ਸਖ਼ਤ ਹੁੰਦੀ ਹੈ ਜਾਂ ਵਿਗਾੜ ਪ੍ਰਤੀਰੋਧ ਵੱਡਾ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਕੰਵੈਕਸ ਅਤੇ ਕੰਕੇਵ ਮਰ ਜਾਂਦੇ ਹਨ।ਮੁੱਕਾ ਮਾਰਨਾਚੰਗੀ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਉੱਚ ਤਾਕਤ ਦੇ ਨਾਲ ਸਮੱਗਰੀ ਦਾ ਬਣਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ.ਡੂੰਘੇ ਸਟੇਨਲੈਸ ਸਟੀਲ ਨੂੰ ਡਰਾਇੰਗ ਕਰਦੇ ਸਮੇਂ, ਐਲੂਮੀਨੀਅਮ ਕਾਂਸੀ ਦੇ ਕੰਕੈਵ ਡਾਈ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ ਕਿਉਂਕਿ ਇਸ ਵਿੱਚ ਬਿਹਤਰ ਐਂਟੀ-ਐਡੈਸਿਵ ਗੁਣ ਹੈ।ਗਾਈਡ ਥੰਮ੍ਹ ਗਾਈਡ ਝਾੜੀ ਨੂੰ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਚੰਗੀ ਕਠੋਰਤਾ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਇਸ ਲਈ ਵਧੇਰੇ ਘੱਟ ਕਾਰਬਨ ਸਟੀਲ ਦੀ ਸਤਹ ਕਾਰਬੁਰਾਈਜ਼ੇਸ਼ਨ ਬੁਝਾਈ ਜਾਂਦੀ ਹੈ।
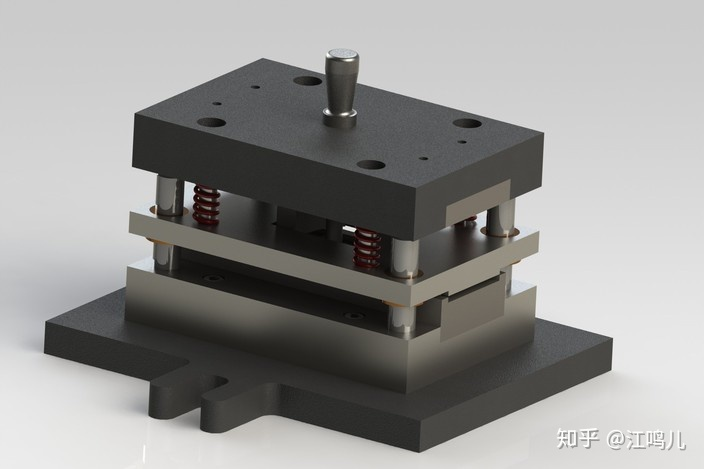
ਫਿਕਸਡ ਪਲੇਟ ਅਤੇ ਡਿਸਚਾਰਜ ਪਲੇਟ ਕਿਸਮ ਦੇ ਹਿੱਸਿਆਂ ਲਈ, ਨਾ ਸਿਰਫ ਉਹਨਾਂ ਕੋਲ ਲੋੜੀਂਦੀ ਤਾਕਤ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ, ਸਗੋਂ ਕੰਮ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਥੋੜ੍ਹੇ ਜਿਹੇ ਵਿਗਾੜ ਦੀ ਵੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।ਇਸ ਤੋਂ ਇਲਾਵਾ, ਤੁਸੀਂ ਮੋਲਡ ਹਿੱਸਿਆਂ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਲਈ ਠੰਡੇ ਇਲਾਜ ਅਤੇ ਡੂੰਘੇ ਠੰਡੇ ਇਲਾਜ, ਵੈਕਿਊਮ ਇਲਾਜ ਅਤੇ ਸਤਹ ਨੂੰ ਮਜ਼ਬੂਤ ਕਰਨ ਦੇ ਤਰੀਕਿਆਂ ਦੀ ਵਰਤੋਂ ਵੀ ਕਰ ਸਕਦੇ ਹੋ।ਕਨਵੈਕਸ, ਕੋਨਕੇਵ ਡਾਈ ਕੰਮ ਕਰਨ ਵਾਲੀਆਂ ਸਥਿਤੀਆਂ ਲਈ ਮਾੜੀ ਕੋਲਡ ਐਕਸਟਰਿਊਸ਼ਨ ਡਾਈ, ਕਾਫੀ ਕਠੋਰਤਾ, ਤਾਕਤ, ਕਠੋਰਤਾ, ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਚੰਗੇ ਡਾਈ ਸਟੀਲ ਦੀਆਂ ਹੋਰ ਵਿਆਪਕ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨਾਲ ਚੁਣੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ, ਜਦੋਂ ਕਿ ਇੱਕ ਖਾਸ ਲਾਲ ਕਠੋਰਤਾ ਅਤੇ ਥਰਮਲ ਥਕਾਵਟ ਸ਼ਕਤੀ, ਆਦਿ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।
ਪੋਸਟ ਟਾਈਮ: ਜਨਵਰੀ-10-2023