Аппараттық құралштамптауөлуәртүрлі металл және металл емес материалдарды пайдаланады, олар негізінен көміртекті болат, легирленген болат, шойын, шойын, қатты қорытпа, балқу температурасы төмен қорытпа, мырыш негізіндегі қорытпа, алюминий қола және т.б.
Аппараттық штамптау қалыптарын өндіруге арналған материал жоғары қаттылықты, жоғары беріктікті, жоғары тозуға төзімділікті, тиісті қаттылықты, жоғары шынықтыруды және деформациясыз (немесе аз деформациясыз) термиялық өңдеуді қажет етеді және сөндіру оңай жарылып кетпейді және басқа да қасиеттер.
Аппараттық штамптау материалдарын ақылға қонымды таңдау және дұрыс термиялық өңдеу процесін жүзеге асыру штамптың қызмет ету мерзімін қамтамасыз етудің кілті болып табылады.Әртүрлі қолданбалы штамптар үшін оны жұмыс жағдайына, кернеу жағдайларына және өңделген материалдың өнімділігіне, өндіріс көлеміне және өнімділігіне және т.б. қарастырып, жоғарыда аталған өнімділік талаптарына назар аудару керек, содан кейін сәйкесті жасаңыз. болат пен термиялық өңдеу процесін таңдау.
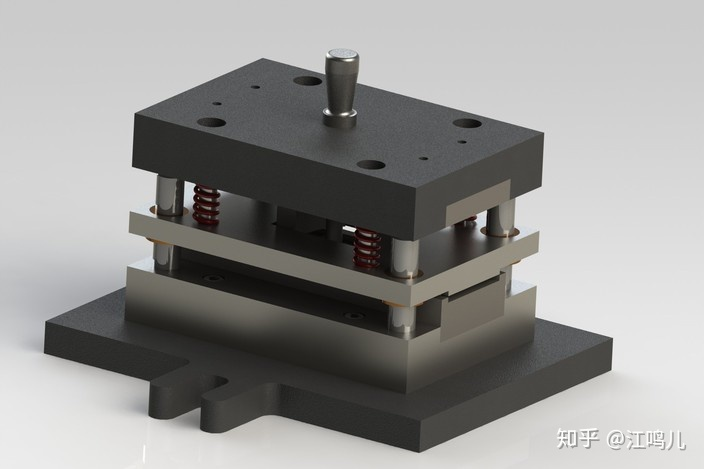
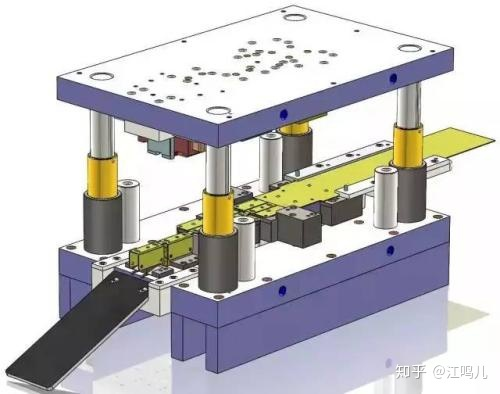
Өндіріс партиясы бай және толық болғандаштамптау бөліктеріүлкен болса, аппараттық штамптау бөліктеріне арналған матрицаның жұмыс бөліктерінің материалдары дөңес матрица және ойыс матрицаны жоғары сапалы және жақсы тозуға төзімді болаттан таңдау керек.Басқа технологиялық құрылым бөліктерінің бөлшектері мен қалыптың қосалқы құрылымы бөліктерінің материалдары үшін олар да сәйкесінше жетілдірілуі керек.Пакет үлкен болмаған кезде, шығынды азайту үшін материалдың өнімділігіне қойылатын талаптар сәйкесінше жеңілдетілуі керек.
Престелетін және өңделетін материал қатты немесе деформацияға төзімділігі үлкен болған кезде, дөңес және ойыс өлшенеді.шаншужақсы тозуға төзімді және жоғары беріктігі бар материалдардан жасалған болуы керек.Терең тот баспайтын болатты сызу кезінде алюминий қола ойыс пішінді қолдануға болады, себебі ол жақсырақ жабыспайтын қасиетке ие.Бағыттауыш тірек бағыттаушы бұта тозуға төзімділік пен жақсы беріктікті қажет етеді, сондықтан көміртекті болаттың беткі қабатының карбюризациясын сөндіреді.
Бекітілген пластина және разрядтық пластина типті бөлшектер үшін олар жеткілікті беріктікке ие болуы керек, сонымен қатар жұмыс процесінде аз деформацияны қажет етеді.Сонымен қатар, қалып бөліктерінің жұмысын жақсарту үшін суық өңдеуді және терең суық өңдеуді, вакуумды өңдеуді және бетті нығайту әдістерін қолдануға болады.Дөңес, ойыс пішінді жұмыс жағдайлары үшін нашар суық экструзия матрицаны жеткілікті қаттылықпен, беріктікпен, қаттылықпен, тозуға төзімділікпен және жақсы болаттың басқа да жан-жақты механикалық қасиеттерімен таңдалуы керек, ал белгілі бір қызыл қаттылық пен термиялық шаршау күші болуы керек және т.б..
Жіберу уақыты: 10 қаңтар 2023 ж