Az új energiaakkumulátor-technológiában továbbra is áttörések következnek be, ami az akkumulátor szerkezeti elemeire vonatkozó követelmények változásához vezet.Jelenleg sok lítiumelem-gyártó hegeszt rézcsíkokat az akkumulátorelektródákat összekötő alumíniumszalagokra.A hagyományos feldolgozási eljárásokban a réz- és alumíniumszalagok közötti hatékony hegesztést anyagi korlátok nehezítik, amelyek vagy sikertelen hegesztést, nem megfelelő hegesztési szilárdságot vagy túl magas költségeket eredményeznek.
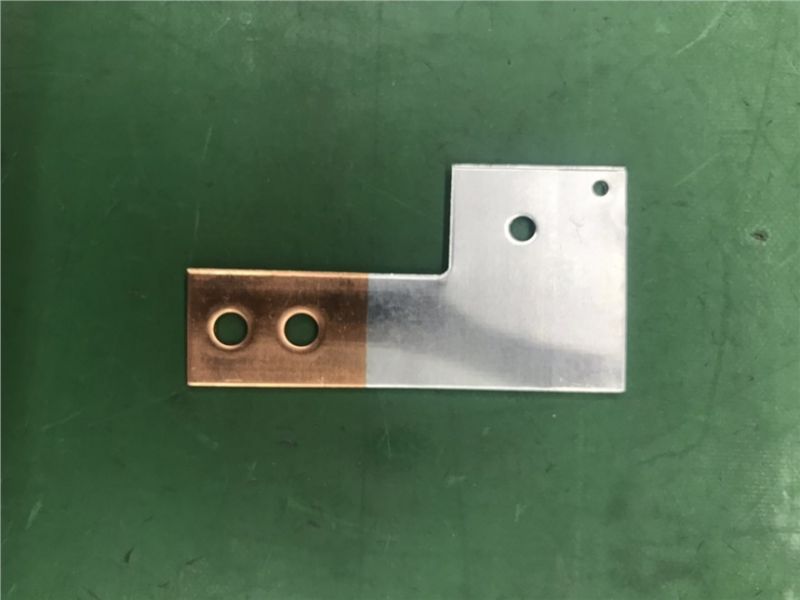
Az ügyfelek és a piaci igények kielégítése érdekében a Dongguan Mares műszaki csapata molekuláris diffúziós berendezést alkalmazott az alumínium- és rézszalagok közötti hegesztéshez.A hegesztési eredmények a fenti képen láthatók: szép megjelenés, kicsi a hegesztési varrat és nagy a húzóerő.Ezt a terméket számos új energia akkumulátor vásárló elfogadta és elismerte.
A molekuláris diffúziós hegesztési technológia kiváló eredményeket mutat, ha a legtöbb fémanyagon alkalmazzák, különösen a magas hővezető képességű fémek, például alumínium, alumíniumötvözetek és réz hegesztésénél, ami magasabb minőséget és megbízhatóságot biztosít.
A réz és alumínium szalagok közötti hegesztés elsősorban szemtől szembeni kötésekre alkalmas.Az alumínium nagy reakcióképessége miatt hajlamos az oxidációra a hegesztési folyamat során.Ezért a hegesztési hőmérséklet és idő pontos szabályozása elengedhetetlen a réz-alumínium szalagok torzulásának elkerülése érdekében.
Hegesztés előtti tisztítás:
A diffúziós hegesztés elvégzése előtt a réz-alumínium szalagok felületén olajfoltos munkadarabokat szerves oldószerrel vagy szerves oldószer gőzzel (például acetonnal) meg kell tisztítani.Az oxidréteget a hegesztési terület 10 mm-es tartományán belül alaposan meg kell tisztítani metallográfiai csiszolópapírral vagy csiszolóreszelővel, különösen a kötés belső felületét.
Hegesztési folyamat:
A réz-alumínium szalag munkadarabok megfelelő pozícióban tartása a molekuláris diffúziós folyamat során kulcsfontosságú a hatékony pontosság biztosításához.Ez jellemzően pozícionáló berendezéssel, vagy más segédberendezések segítségével érhető el.A hegesztési hőmérséklet és a nyomástartási idő kiszámítása a hegesztési vastagság és a réz- és alumíniumszalagok érintkezési felülete alapján elengedhetetlen a minőségi problémák, például a termikus deformáció megelőzése érdekében.
Feladás időpontja: 2023.10.19