Hardveržigosanjeumrijetikoristi razne metalne i nemetalne materijale, koji su uglavnom ugljični čelik, legirani čelik, lijevano željezo, lijevani čelik, tvrde legure, legure niske točke taljenja, legure na bazi cinka, aluminijska bronca itd.
Materijal za proizvodnju matrica za utiskivanje hardvera zahtijeva visoku tvrdoću, visoku čvrstoću, visoku otpornost na habanje, odgovarajuću žilavost, visoku kaljivost i toplinsku obradu bez deformacije (ili manje deformacije) i kaljenje nije lako puknuti i druga svojstva.
Razuman odabir materijala matrice za utiskivanje hardvera i provedba ispravnog procesa toplinske obrade ključ je za osiguravanje životnog vijeka matrice.Za matrice s različitim primjenama, treba uzeti u obzir u skladu s njihovim radnim uvjetima, uvjetima naprezanja i performansama obrađenog materijala, obujmu proizvodnje i produktivnosti itd., te se usredotočiti na gore navedene zahtjeve performansi, a zatim izraditi odgovarajuće izbor čelika i postupak toplinske obrade.
Kada je proizvodna serija bogata i potpunadijelovi za žigosanjevelik, materijali radnih dijelova matrice za dijelove hardvera za utiskivanje, kao što su konveksna matrica i konkavna matrica, trebaju biti odabrani od čelika za matrice visoke kvalitete i dobre otpornosti na habanje.Što se tiče materijala dijelova drugih dijelova procesne strukture i pomoćnih strukturnih dijelova matrice, oni bi također trebali biti poboljšani u skladu s tim.Kada serija nije velika, zahtjev za performansama materijala trebao bi biti smanjen na odgovarajući način kako bi se smanjio trošak.
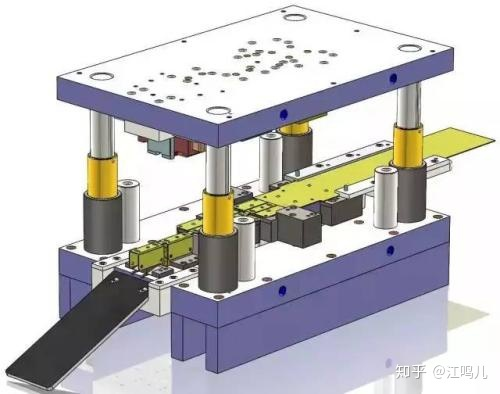
Kada je materijal koji se preša i obrađuje tvrd ili je otpornost na deformaciju velika, konveksne i konkavne matricematrica za probijanjemoraju biti izrađeni od materijala dobre otpornosti na trošenje i visoke čvrstoće.Kod dubokog izvlačenja nehrđajućeg čelika može se koristiti konkavna matrica od aluminijske bronce jer ima bolje svojstvo protiv lijepljenja.Čahura vodećeg stupa zahtijeva otpornost na habanje i dobru žilavost, tako da ima više površinskog kaljenja čelika s niskim udjelom ugljika.
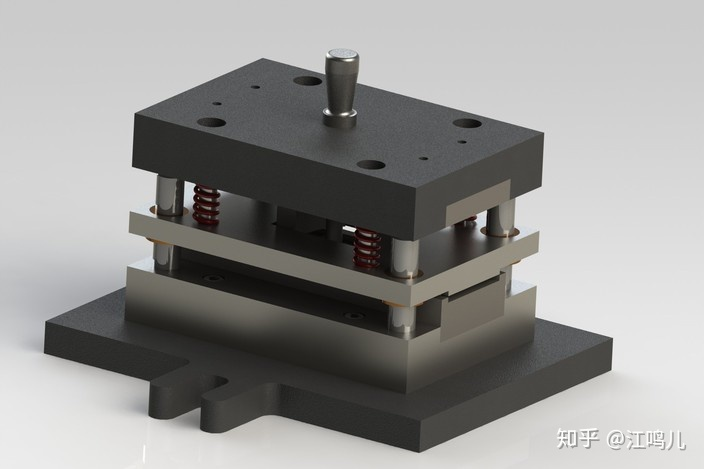
Za dijelove s fiksnom pločom i pločom za pražnjenje, ne samo da bi trebali imati dovoljnu čvrstoću, već i zahtijevati malu deformaciju tijekom radnog procesa.Osim toga, također možete koristiti metode hladnog tretmana i dubokog hladnog tretmana, tretmana vakuumom i površinskog ojačavanja za poboljšanje performansi dijelova kalupa.Za konveksne, konkavne radne uvjete matrice treba odabrati lošu matricu za hladno istiskivanje s dovoljnom tvrdoćom, čvrstoćom, žilavošću, otpornošću na habanje i drugim sveobuhvatnim mehaničkim svojstvima dobrog čelika za matrice, dok treba imati određenu crvenu tvrdoću i čvrstoću na toplinski zamor itd.
Vrijeme objave: 10. siječnja 2023