Estanpazio-prozesuaForma, tamaina eta errendimendu jakin bateko produktuen piezak lortzeko produkzio-teknologia bat da, xafla materiala zuzenean trokelean deformatuz estanpazio-ekipamendu konbentzional edo berezien boterearekin, eta estanpazio-prozesua doitasun estanpazio eta estanpazio orokorrean bana daiteke.

Zehaztasun estanpazioa estanpazio prozesu arruntean oinarrituta garatutako materiala prozesatzeko metodo bat da.Zehaztasunez estanpatutako piezak lortzeko prozesu bat da, gidatzeko zehaztasuna hobetuz, trokel ganbil eta ahurren arteko tartea murriztuz, alderantzizko presioa eta V-eraztunaren zigilatzeko zirkulua areagotuz, etab. beste konformazio-prozesu batzuekin konbinatuta, hiru norabideko konpresio-esfortzu sendoaren baldintzapean.
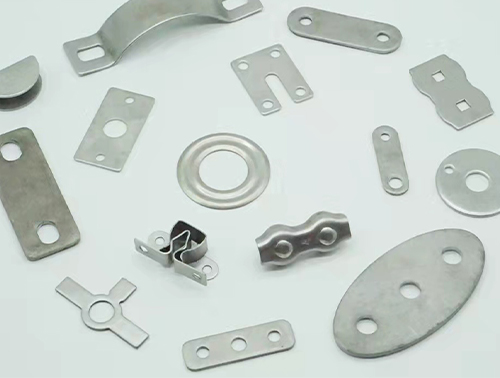
Zehaztasunametalaestanpazioaestanpatutako piezen doitasun handia eskatzen du.Prozesatzeko eta ekoizteko, erroiluen estanpazio edo konformazio prozesuan, doitasun-prentsa, trokel, material, lubrifikatzaile eta abar egokien laguntza teknikoa kontuan hartu behar da, eta baldintzak handiak dira.Estanpazio arruntak zehaztasun gutxiago eskatzen du estanpatutako piezen kasuan, baina merkatuko eskaera zehatza ere badu.Oinarrizko materialaren lodiera lodiagoa da eta ez du ebaketa, txirbil, luzatze eta bestelako prozesurik behar, eta estanpazio-materialak plakak, hodiak eta abar dira. Produktu kantitate bakarra behar ez denean, estanpazio arruntak baldintzak bete ditzake.Doitasunezko estanpazio-piezen prozesatzeko, estanpazio-bobinak edo konformazio-prozesuaren ekoizpen-prozesuan, beharrezkoa da doitasun-punzonatzeko makina, trokel, material, lubrifikatzaile eta abar egokien laguntza teknikoa kontuan hartu behar da.
Besteak produktuaren birbobinagailuen amaieran blanking-presio nagusiaren %25 inguru aplikatzen du, kontra-presioa deitzen zaiona.Hiru prentsa hauek ez dute bata bestearekin oztopatzen, eta presio bakoitzaren magnitudea konformazioarekin sinkronizatuta dago, eta konformazio eta zuriketa eta abar prozesatzeko eskakizunetarako egokiak izan behar dira eta nahierara egokitu daitezke.Horrez gain, prozesatzeko abiadura ere moldatu behar da konformazio edo zuriketa prozesatzeko objektu baldintzen eskakizunen arabera.Trokelaren egitura pisu sinplea eta arina izateaz gain, erabiltzeko egokia ere bada.
Zehaztasun estanpazioaren eta estanpazio arruntaren arteko aldea estanpazio ekipoen eskakizunetan eta behar diren estanpatutako piezen zehaztasunean datza.Aitzitik, estanpazio-piezen zehaztasun-eskakizunak oso handiak ez badira eta estanpazioa xafla material arruntarekin egiten bada, estanpazio-makina arrunta estanpazio-ezaugarrien arabera hauta daiteke.
Argitalpenaren ordua: 2023-01-10