Aparatarostampadomortiuzas diversajn metalajn kaj nemetalajn materialojn, kiuj estas ĉefe karbona ŝtalo, aloja ŝtalo, gisfero, gisita ŝtalo, malmola alojo, malalta frostopunkto alojo, zink-bazita alojo, aluminio-bronzo ktp.
La materialo por fabrikado de aparataro stampanta ĵetkubojn postulas altan malmolecon, altan forton, altan eluziĝon reziston, taŭgan fortikecon, altan hardigeblon kaj varmegan traktadon sen deformado (aŭ malpli da deformado) kaj estingo ne estas facile fendi kaj aliajn ecojn.
Racia elekto de aparataro stampanta ĵetkubmaterialoj kaj la efektivigo de la ĝusta varmeca traktado procezo estas la ŝlosilo por certigi la vivon de la ĵetkubo.Por la ĵetkuboj kun malsamaj aplikoj, ĝi devus esti konsiderata laŭ sia laborkondiĉo, streskondiĉoj kaj la agado de la prilaborita materialo, produktadvolumo kaj produktiveco, ktp., kaj koncentriĝi sur la supre menciitaj agadopostuloj, kaj tiam fari la respondajn respondojn. elekto de ŝtalo kaj varma traktado procezo.
Kiam la produktado aro de riĉa kaj kompletastampante partojnestas granda, la materialoj de la laborpartoj de la ĵetkubo por aparataro stampanta partoj, kiel la konveksa ĵetkubo kaj konkava ĵetkubo, devus esti elektitaj el la ĵetkubo ŝtalo kun alta kvalito kaj bona eluziĝo rezisto.Por la materialoj de partoj de aliaj procezstrukturaj partoj kaj helpstrukturaj partoj de la ĵetkubo, ili ankaŭ devus esti plibonigitaj laŭe.Kiam la aro ne estas granda, la postulo de materiala agado devus esti malstreĉita taŭge por redukti la koston.
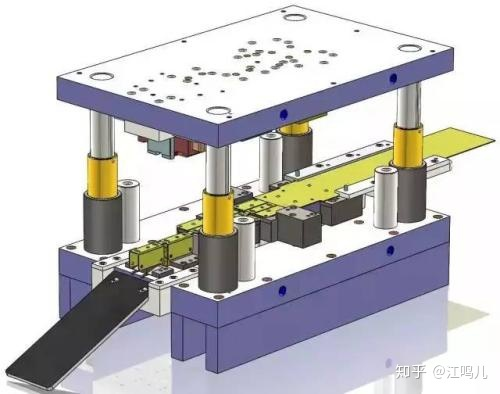
Kiam la materialo por esti premita kaj prilaborita estas malmola aŭ la deforma rezisto estas granda, la konveksaj kaj konkavaj ĵetkuboj de lapugnobata ĵetkubodevus esti farita el materialoj kun bona eluziĝorezisto kaj alta forto.Dum desegnado de profunda neoksidebla ŝtalo, aluminio bronza konkava ĵetkubo povas esti uzata ĉar ĝi havas pli bonan kontraŭgluan posedaĵon.La gvida kolono gvida arbusto postulas eluziĝoreziston kaj bonan fortikecon, do pli malalta karbona ŝtalo surfaca karburiĝo estingo.
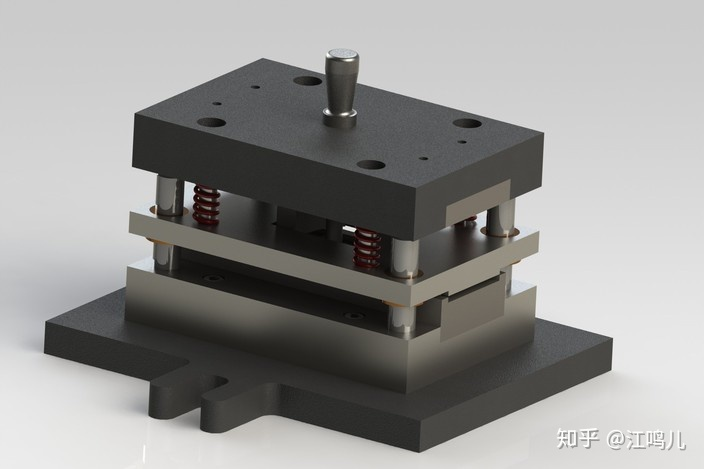
Por fiksaj teleroj kaj malŝarĝaj teletaj partoj, ne nur ili havu sufiĉan forton, sed ankaŭ postulas malmulte da deformado dum la laborprocezo.Krome, vi povas ankaŭ uzi malvarman traktadon kaj profundan malvarman traktadon, vakuan traktadon kaj surfacajn plifortigajn metodojn por plibonigi la agadon de muldilaj partoj.Por konveksaj, konkavaj ĵetkuboj laborkondiĉoj malriĉaj malvarmaj eltrudaj ĵetkuboj, devus esti elektitaj kun sufiĉa malmoleco, forto, fortikeco, eluziĝorezisto kaj aliaj ampleksaj mekanikaj propraĵoj de bona ĵetkuboŝtalo, dum devus havi certan ruĝan malmolecon kaj termikan lacforton, ktp.
Afiŝtempo: Jan-10-2023