Proboji se i dalje dešavaju u tehnologiji novih energetskih baterija, što dovodi do promjena zahtjeva za strukturnim komponentama baterija.Trenutno mnogi proizvođači litijumskih baterija zavaruju bakrene trake na aluminijske trake koje povezuju elektrode baterije.U tradicionalnim metodama obrade, efikasno zavarivanje između bakarnih i aluminijskih traka ometaju materijalna ograničenja, što rezultira neuspješnim zavarivanjem, nedovoljnom čvrstoćom zavarivanja ili pretjerano visokim troškovima.
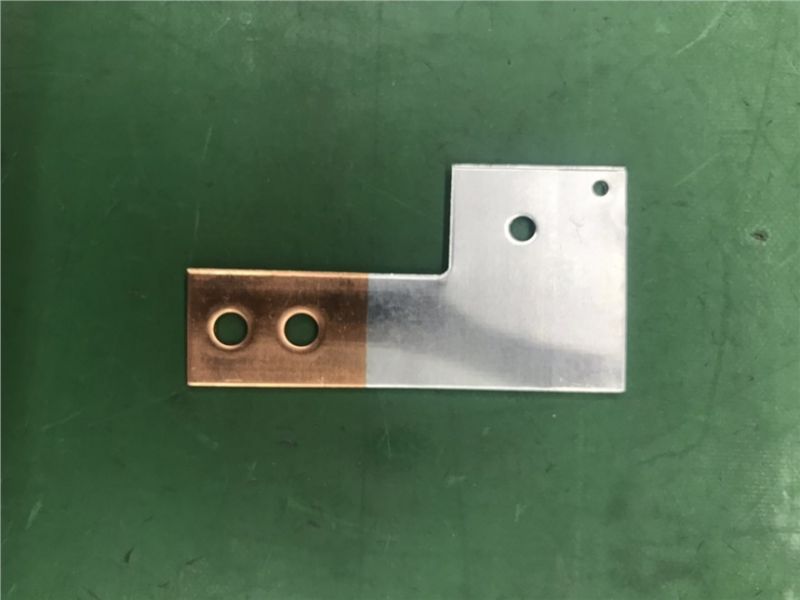
Kako bi zadovoljio zahtjeve kupaca i tržišta, tehnički tim u Dongguan Maresu koristio je opremu za molekularnu difuziju kako bi postigao zavarivanje između aluminijskih i bakrenih traka.Rezultati zavarivanja su prikazani na gornjoj slici: izgled je uredan, zavareni šav je mali, a snaga povlačenja je visoka.Ovaj proizvod su prihvatili i prepoznali brojni kupci novih energetskih baterija.
Tehnologija molekularnog difuzionog zavarivanja pokazuje odlične rezultate kada se primjenjuje na većinu metalnih materijala, posebno kod zavarivanja metala visoke toplinske provodljivosti kao što su aluminij, legure aluminija i bakra, osiguravajući viši kvalitet i pouzdanost.
Zavarivanje između bakrenih i aluminijskih traka prvenstveno je pogodno za spajanje licem u lice.Zbog visoke reaktivnosti aluminijuma, podložan je oksidaciji tokom procesa zavarivanja.Stoga je neophodna precizna kontrola temperature i vremena zavarivanja kako bi se spriječilo izobličenje bakarno-aluminijskih traka.
Čišćenje prije zavarivanja:
Prije izvođenja difuzijskog zavarivanja, izratke sa uljnim mrljama na površini bakarno-aluminijskih traka treba očistiti organskim rastvaračima ili parama organskog rastvarača (kao što je aceton).Sloj oksida u rasponu od 10 mm od područja zavarivanja treba temeljito očistiti metalografskim brusnim papirom ili brusnim turpijama, posebno unutrašnju površinu spoja.
Proces zavarivanja:
Održavanje dosljednog poravnanja bakarno-aluminijskih obradaka trake u odgovarajućem položaju tokom procesa molekularne difuzije je ključno za osiguravanje efikasne preciznosti.To se obično može postići korištenjem pozicioniranja ili uz pomoć drugih pomoćnih uređaja.Izračunavanje temperature zavarivanja i vremena pritiska zadržavanja na osnovu debljine zavarivanja i kontaktne površine bakrenih i aluminijumskih traka je od suštinskog značaja za sprečavanje problema sa kvalitetom kao što je termička deformacija.
Vrijeme objave: 19.10.2023